




EB860N
EBN (ZNC) Machine Structure
- The machine frame has run through FC30 by having heat treatment and annealing process to ensure the metal with high toughness and prevent deformation.
- The working table has gone through high frequency induction hardening and surface polishing to increase hardness and decrease tolerance.
- Ball screws are utilized in X, Y Axis. (EB304B, EB606N, EB707B, EB808B)
- One V and one flat design for maximum accuracy. (EB304B, EB606N, EB707B, EB808B)
- The contacting faces of X, Y Axis are TURICE-B for smoother movement. (EB304B, EB606N, EB707B, EB808B)
- Linear Guide Way and High Accuracy screw are used on Z axis, with PWM servo system (Same class as CNC model) can perform maximum working efficiency. (EB304B, EB606N, EB707B, EB808B)
- Back slide is provided for Z axis. (EB304B, EB606N, EB707B, EB808B)
- Remote Controller is provided to the user.
- Model that travels more than 800mm on both X, Y axis (EB860N), utilizes precision ball screws on X, Y, Z axis.
- Model that travels more than 800mm on both X, Y axis (EB860N), utilizes precision Linear Guide Way on X, Y, Z axis.
- A standard Up/Down door is installed in model that travels more than 800mm on both X, Y axis (EB860N).
- Model that travels more than 800mm on both X, Y axis (EB860N), the movement of X, Y axis are controlled by servo motor.
- Model that travels more than 800mm on both X, Y axis (EB860N), the movement of the X, Y axis are relied on a movable column.
| MODEL | EB860N |
| İŞ TANKI KAPASİTESİ | 1800x1100x620 mm |
| İŞ TANKI BOYUTU | 1200x700 mm |
| X EKSEN HAREKETİ | 800 mm |
| Y EKSEN HAREKETİ | 600 mm |
| Z EKSEN HAREKETİ | 500 mm |
| TABLA ELEKTROT YUVASI ARASI MESAFE | 450-950 mm |
| MAKS. ELEKTROT AĞIRLIĞI | 350 Kg |
| MAKS. İŞ PARÇASI AĞIRLIĞI | 4000 Kg |
| TANK KAPASİTESİ | 1400 L |
| MAKİNE DIŞ BOYUTLARI | 3400x3250x3200 mm |
| MAKİNE AĞIRLIĞI | 4700 Kg |
| MAKS. İŞLEME AKIMI | 90A / 120A |
| MAKS. GÜÇ GİRİŞİ | 13kVA |
| MAKS. İŞLEME KAPASİTESİ | 600 / 800 |
| MİNİMUM ELEKTROT AŞINMA ORANI | 0,15% |
| YÜZEY RA DEĞERİ | Ra 0.2µm |
| MİN DRO HASSASİYETİ | 0.005 mm |
EBN Control Screen Description
(AI / FUZZY / Control)

EBN (ZNC) controller specification
- Auto Index has been introduced to the controlling system to be more user friendly. The new function allows the user to select the conditions (material of the work piece, depth, working area, etc.) in order to generate the sparking parameter.
- Sparking parameters (ON Time, OFF Time, Working Time, Jump Height, Jump Speed, etc.) are able to be adjusted during machining via FUZZY in order to improve the sparking efficiency and the quality of the final product.
- Color LCD. PC Base, 32bit Industrial Level Computer (IPC).
- Chinese / English and Inch / Metric Mode.
- The Spark Circuit Design includes MOS-FET high power transistor and High Speed POWER-SINK reduce electrode wear and increase working speed.
- Reduce electrode wear and increase working speed.
- Modules insert card design is used in power controller for easily maintain.
- Two groups of coordinates are both switchable and editable ; this helps user to set the reference point easier.
- Allow user to have the option of choosing absolute depth or relative depth based on the preference.
- Sparking parameter and depth input are displayed under the same mode for user to read easier.
- 200 lines of working conditions are provided in the system, user can select any block as start and ending line. In addition,the system can save up to 50 files.
- The Jog mode includes 3 functions, Jog, Feed and Protect / Unprotect switch. Regarding to the Jog and Feed function, Jog mode has 4 speeds (x5.x50.x250.x500μm) allow user to have the flexibility when adjusting the position of the workpiece and z-axis.
- The Z-Axis Alignment function can be operated without using Manual Edge Find so that the time for edge find is reduced.The value of current can be changed as needed.
- EDM allows the cutting process to be automatized, start from rough cut to fine finish.
- A standard EDM features the Z-Axis lock function allows to expand the orbiter.
- The system features the Center Find function which helps the user during alignment on a circular workpiece.
- The Z-axis features multiple kinds of slag tapping. This function is utilized based on various of machining such as deep machining, corner sharpening, machining at large area, machining on thin workpiece, tilt machining, etc.
Standard Accessories
Work head

Tool box

Automatic fire extinguisher
Work lamp
Optional Accessories

Permanent magnetic chuck

CNC oblique loran

3R / EROWA Clamping tool
- Super Sparking : Able to generate a high energy pulse of current instantly. This function is used on steel or tungsten steel alloy that have 60 degree of hardness or above.
- DC servo motor control is able to add on X/Y axis for model EB707B & EB808B.
- The resolution of the linear guide can upgrade to 0.001mm.
- All models (except for 304B & 606N) can upgrade to PNC or CNC control system.
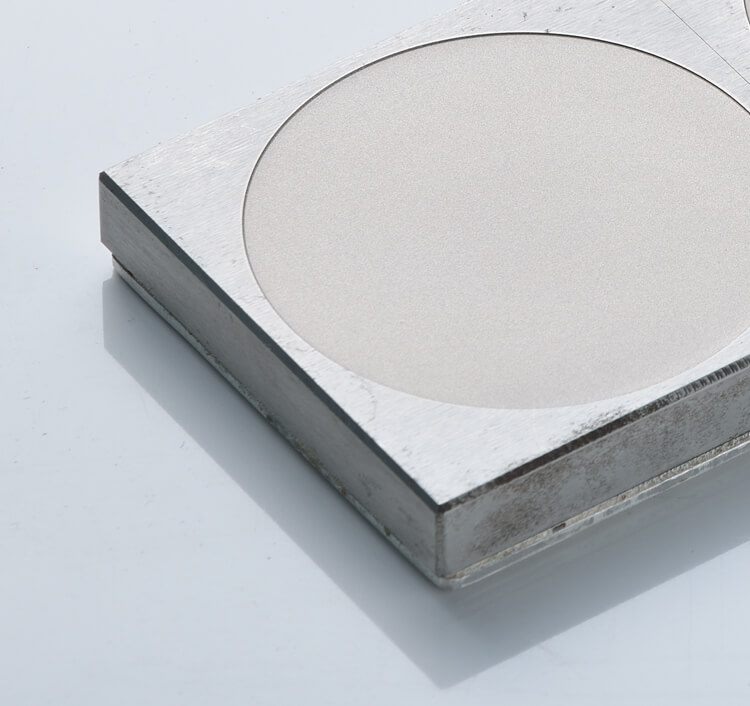
High precision mold machining
Plastic Injection Mold Application
High Precision ZNC Mirror Finishing
Electrode Material
Copper
Workpiece Material
NAK80
Sparking Range
Ø20mm
Surface Roughness
Ra 0.2μm / Ra 0.1μm (S.F. System)
High Precision Machining Process Result Comparison

CNC EB 600L (S.F.)
Electrode Material
Copper
Workpiece Material
NAK80
Sparking Range
Ø55mm
Sparking Depth
0.3mm
Processing time
7 hours
Surface Roughness
Ra 0.19μm
CNC EDM
Electrode Material
Copper
Workpiece Material
NAK80
Sparking Range
Ø55mm
Sparking Depth
0.3mm
Processing time
5 hours
Surface Roughness
Ra 0.33μm
ZNC EDM
Electrode Material
Copper
Workpiece Material
NAK80
Sparking Range
Ø55mm
Sparking Depth
0.3mm
Processing time
3.5 hours
Surface Roughness
Ra 1.55μm
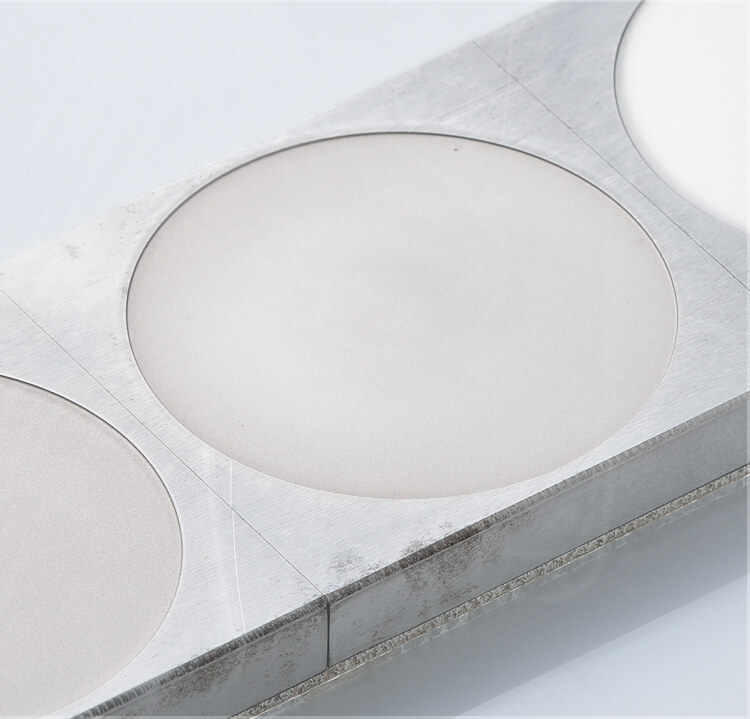
Graphite Sparking
& Shoe Mold Application
Wild Range CNC Mirror Finishing
Electrode Material
Copper(Ø55mm)
Workpiece Material
NAK80
Sparking Range
Ø55mm
Surface Roughness
Ra 0.2μm / Ra 0.1μm (S.F. System)
CNC takım tezgahları konusunda uzman kadro ve tecrübemizle müşterilerimize hizmet vermekteyiz. Bize Ulaşın